焊接机器人在电站锅炉智能化焊接中的应用
锅炉是燃煤发电机组的动力部分,焊接是锅炉制造中不可或缺的关键工序,高温高压的运行环境更加凸显了焊接技术在锅炉制造中的重要性。随着1000MW等级锅炉的成熟应用,更高参数锅炉由于材料限制而研发停滞,所以控制锅炉部件制造成本、提升锅炉市场竞争力显得尤为重要。
焊接自动化是焊接过程从启动至结束全部由焊机执行并自动完成,无需操作工做任何调整,即焊接过程中焊枪位置的修正和各焊接参数的调整是通过焊机的自适应控制系统实现的;而焊接机械化则是焊接机头的运动和焊丝的给送由机械完成,焊枪相对于接缝中心位置和焊丝离焊缝表面的距离仍需有焊接操作工监视和调整。
传统的热丝TIG焊和埋弧焊的焊接过程需要焊工干预和操作,是焊接机械化的典型代表,而作为焊接自动化典型代表的焊接机器人,其焊接过程完全无需焊工干预和操作。焊接机器人有示教型和免示教型两种,示教型焊接机器人是通过一次示教,机器人便可以精确记忆焊接轨迹及焊接参数,并严格再现示教的每一步操作从而完成产品的焊接,此类机器人适合大批量生产,由于是示教再现,所以对环境变化的应变能力较差;免示教型焊接机器人,根据简单的控制指令自动确定焊缝的起点、空间轨迹及有关参数,并能根据实际情况自动跟踪焊缝轨迹、调整焊枪姿态与焊接参数,能适应不同结构的焊接任务。
另外,由于示教型焊接机器人还需依赖焊工的示教,离不开焊工的操作经验,因此与智能化还有一定差距,而免示教型焊接机器人动作的实现离不开视觉传感器,视觉是焊接机器人的“眼睛”,可以实现焊接过程的实时监测和自动跟踪、纠正焊枪偏差和调整焊枪姿态,无需焊工经验,真正实现了智能化焊接。
在当前“双碳”背景的大环境下,锅炉制造企业已处在高质量转型发展的关键期,年轻一代已不愿从事环境恶劣的工作,“用工荒”时有发生,用工成本不断增加,促使企业加快了数智化、绿色化和精益化的进程,更先进、更智能的自动化焊接设备及工艺得到推广和应用。随着视觉+焊接机器人的大量应用,部分焊接工序已经实现了“机器人”替代“焊工”,提高了产出率,降低了企业的人力资源成本,同时还提高了锅炉部件的焊接效率和焊接质量,但是,小批量、离散型特点决定了锅炉制造企业实施“黑灯”工厂的难度,更多以“工作站”形式来实现锅炉部件的智能化焊接。
集箱是电站锅炉的重要设备,集箱上密布大量不同直径的管座(或管接头),管座与集箱角焊缝的焊接主要采用手工焊,焊接工作量大,同时为了预防冷裂纹,多数集箱还需要预热100~200℃,造成焊工作业环境恶劣、劳动强度大,焊接质量不稳定,返修多。为了降低焊工劳动强度,提高集箱管座焊接质量和焊接效率,从20世纪90年代开始,国内许多企业和科研院所联合进行了自动化焊接攻关,限于当时条件都是以示教弧焊机器人研究为主。

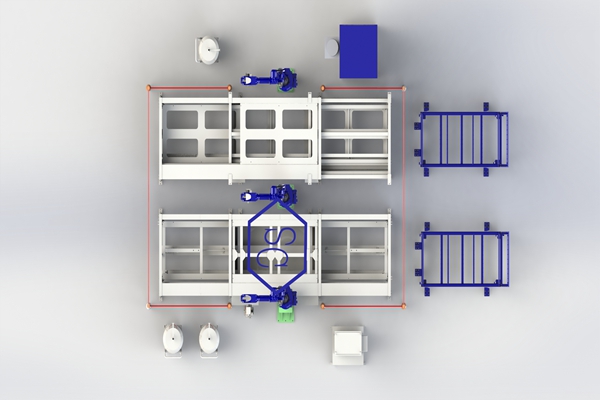
由于集箱管座复杂的焊接工况,所以导致以上示教弧焊机器人及工艺都未能在锅炉制造企业获得推广应用,直至2015年以后,盛仲曦、胡泊、陈远强等研发了一套集箱管接头机器人装焊工作站,并在锅炉制造企业获得成功应用。其结构包括中控台、焊接电源、装配和焊接机器人(视觉)、变位机、滚轮架及清枪剪丝器等,主要用于长度≤100mm、外径31~76mm、管节距≥30mm的开坡口短管接头,材料等级限制在12Cr1MoVG、15CrMoG和碳素钢范围内,对于有冲击性能要求的T/P91和T/P92则因实心焊丝气体保护焊焊缝冲击值低于标准要求而无法使用。管接头由人工摆放在物料托盘上,在工作站程序设置完成后,一键起动,装配机器人视觉扫描托盘上的短管接头并自动抓取进行装配,焊接机器人先视觉扫描管接头坡口处并自动进行左右定位焊两点固定,装配机器人退出,然后焊接机器人自动调整焊枪姿态自动完成多层多道焊接,整个作业过程无需人工干预。在第一次焊接短管接头前应先进行试焊,采用磁粉检测和相控阵检测角焊缝,若没有相控阵检测设备,则可用取样的方式来确认焊缝是否有缺陷,在确认焊缝无缺陷后才能固化焊接参数,用于相同规格和材质的短管接头批量焊接。
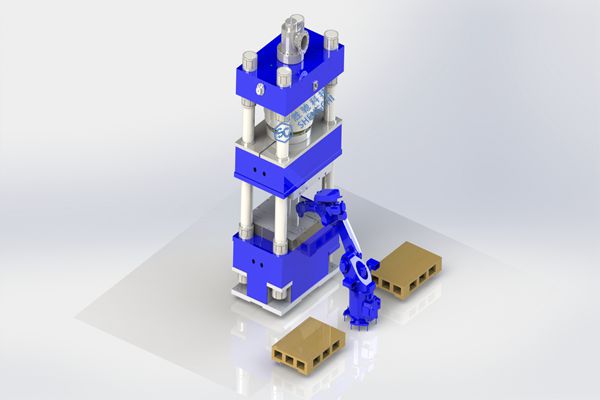
对于长度≥200mm、外径31~76mm、管节距>50mm的无坡口长管接头,机器人焊接工作站其结构包括中控台、焊接电源、视觉焊接机器人、滚轮架和清枪剪丝器等。长管接头采用人工装配并氩弧焊装点固定后,设置工作站程序,一键起动,3D视觉扫描长管接头坡口获取信息,然后焊接机器人进行寻位、自动调整焊枪姿态完成焊接,角焊缝成形美观、一致性好,飞溅少。
管接头焊接缺陷的类型主要有气孔、侧壁和道间未熔合、咬边及飞溅等。为避免产生气孔缺陷,应使用气体干燥装置,选择合适的喷嘴并在焊接过程中及时清理;避免产生侧壁和道间未熔合缺陷,应精确控制每层每道的焊接电流、电弧电压,且视觉要精准控制焊枪姿态;避免产生咬边缺陷,则应控制盖面焊道的成形,注意焊接电流和焊接速度的匹配;避免产生飞溅缺陷,首先应选择高端低飞溅脉冲焊接电源,比如福尼斯、克鲁斯等;其次,还要严格控制焊接参数,选择合适的气体配比。