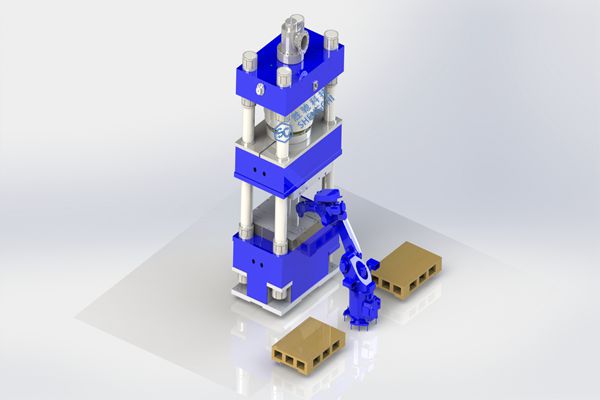
钣金自动化柔性生产线之冲割复合单元
经过多年快速发展,我国的钣金加工行业取得了令人瞩目的成就,目前正由世界钣金加工制造大国发展为精密钣金加工强国。从应用角度讲,钣金加工是非常重要的金属加工技术,在新的历史发展阶段,迫切需要高速、高精度、绿色装备来取代技术落后、能效较低的老旧装备,《中国制造2025》也已将“高档数控机床装备”列入十大重点突破发展领域之一。
冲割复合单元技术研究
冲割复合单元在智能控制技术、工艺复合技术等方面拥有了核心竞争力,提高了国内金属板材加工的整体工艺水平,实现了金属板材加工行业由单机生产向自动化集成制造的跨越。其中包涵的关键技术有:
⑴通过对精密钣金加工多场景、多融合工艺梳理,形成基于神经网络学习的多场景激光加工工艺数据库,建立冲压成形标准工艺模型库,开发冲压、成形、打标、切割等复合加工工艺。
⑵研究多通道、多插补轴实时切换及多坐标系变换等控制技术,研发可动态重构的分布式集成控制系统,实现成套装备应用工艺优化和集成控制。
⑶研究钣金件制作三维特征提取技术、工序优化技术,研究切割路径最优规划及动态模具干涉避让等技术,实现钣金加工工艺自动编程。
⑷通过核心装备研制以及钣金制造生产线组成单元的模块化分解,形成钣金制造生产系统个性化、快速定制解决方案。
⑸研究开放式架构控制系统、异构通信协议转换与实时可靠传输技术,实现控制系统对钣金生产快速重构的支撑与生产运营的智能管控,研究装备故障机理模型,开发工业互联网大数据平台,实现装备故障智能服务。

冲割复合单元主要技术创新点
⑴冲压切割复合加工的工艺技术。提出了冲压、切割复合加工的工艺方法,研发了神经网络的自学习激光切割工艺数据库,研制了国内领先的数控冲压激光切割复合单元。实现了冲压成形和异形板料切割的高效复合加工,提高了浅拉深成形和复杂形状切割的效率。采用多轴联动加工,板材利用率达90%以上。国内独创的多轴刚性联动技术,达到冲割联动精度±0.15mm、冲头冲压频次2000cpm的国际先进水平。
⑵系统模块化设计的控制技术。研制底层控制模型、开发核心多轴插补算法,实现复杂切割路径自动分解、效率优化;研发了伺服冲头分段控制技术,实现伺服柔性冲压;提出了插补轴实时切换及多坐标系变换技术,研制了专有工艺模型和分布式集成控制的核心系统,实现机床冲孔、成形、滚压、激光切割等多重工艺于一体复合加工工艺,典型工件相对传统加工方式效率提高2倍以上。
⑶装备高性能化的集成技术。冲割复合单元中大量使用精密加工件、精密钣金件和伺服驱动、数控系统等配套件,在功能覆盖、规格参数、性能参数上达到国际先进同行的水平,具有较好的性价比。研发产品已通过国家铸造锻压机械产品质量监督检验中心性能检测、行业专家科技成果鉴定,在典型工件成品效率上,对标国际先进同行,在精度、效率等性能指标上与国外产品基本在同一水平。
市场应用效益
冲割复合单元规模化生产后,向家电、IT、电气、机械、等重要用户提供了一批高质量的精密钣金加工复合单元和智能生产线,取代原有进口装备,保障了自主安全可控;产品采用的全电伺服技术,实现高效、节能,为我国“碳中和、碳达峰”作出贡献;促进传动控制、数控系统等技术国产化水平的提高,带动了周边形成新的机械制造产业群。