激光切割上下料技术
激光是一种受激辐射而得到的加强光,其基本特征是:强度高,亮度大波长频率确定,单色性好相干性好,相干长度长方向性好,几乎是一束平行光。
当激光束照射到工件表面时,光能被吸收,转化成热能,使照射斑点处温度迅速升高、熔化、气化而形成小坑,由于热扩散,使斑点周围金属熔化,小坑内金属蒸气迅速膨胀,产生微型爆炸,将熔融物高速喷出并产生一个方向性很强的反冲击波,于是在被加工表面上打出一个上大下小的孔。
激光的产生
激光的产生是通过使工作物质实现粒子数反转,利用受激辐射产生光子,并通过光学谐振腔对光子进行放大和选模等过程,最终输出具有高方向性、高单色性、高相干性和高亮度等特性的激光。
激光切割的原理
激光切割是一种使用高能量密度的激光束作为热源,对材料进行切割的加工技术。
激光束聚焦后具有极高的能量密度,当照射到材料表面时,材料吸收激光的能量,使被照射区域的温度急剧升高,达到材料的熔点、沸点甚至直接升华。对于大多数金属材料,激光能量使金属熔化,同时借助辅助气体(如氧气、氮气等)将熔化的材料吹离切割缝,从而实现材料的分离;对于一些非金属材料,如木材、塑料等,激光能量可能使其直接汽化,进而完成切割。
激光切割的特点
光切割与其他热切割方法相比较,总的特点是切割速度快、质量高。具体概括为如下几个方面。
(1)质量好:激光切割的切口窄,热影响区小。热影响区是指材料在切割过程中,由于受热而发生组织和性能变化的区域。激光切割产生的热影响区宽度通常在0.1-0.5mm之间,这对于一些对材料性能要求较高的应用场景非常重要,比如航空航天领域中对金属零部件的切割。
(2)精度高:激光切割能够实现高精度的切割,其切割精度可以达到±0.1mm左右,这使得它在精密加工领域,如电子元件制造、医疗器械生产等方面得到广泛应用。例如,在制造手机电路板时,激光切割可以精确地切割出微小的线路和元件安装区域。
(3)速度快:相比传统的切割方式,如机械切割或火焰切割,激光切割速度更快。对于厚度为1-6mm的低碳钢板,激光切割速度可以达到每分钟数米,大大提高了生产效率。
(4)材料适应性广:可以切割多种材料,包括金属(如碳钢、不锈钢、铝合金等)、非金属(如陶瓷、玻璃、橡胶等)以及复合材料。不同的材料可以通过调整激光参数和辅助气体来实现良好的切割效果。
(5)非接触式切割:激光切割时割炬与工件无接触,不存在工具的磨损。加工不同形状的零件,不需要更换“刀具”,只需改变激光器的输出参数。激光切割过程噪声低,振动小,无污染。
激光切割上下料种类:
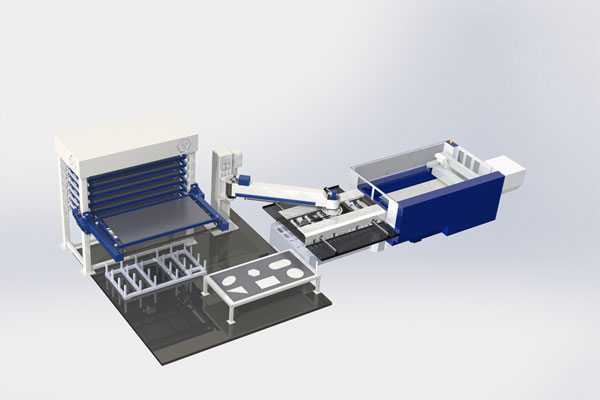
- 激光切割悬臂上下料优势:
- 易于使用且易于定制;配有完整的软件包;非常适合创建快速、精确、可靠和多功能的生产单元;提供较短的生产周期。
- 钣金自动上料、下料、分料、堆垛系统将使钣金加工的辅助工序更加快速便捷。
- 钣金智能料库结构紧凑、节省空间、设计巧妙为已经拥挤的生产环境增加了灵活性,减少的占地面积。
- 悬臂式以及桁架式上下料,在下料过程中也可增加移动交换小车,激光机割完板以后通过抱叉式把成品料全部下料到小车,小车移动到安全位置进行人工分拣,空余的小车行驶到下料工位,如此进行重复性工作。
- 激光切割单梁上下料优势:
- 可根据车间现场定制激光切割上下料方案;上料、下料、单梁长度、设备方向均可独立设计。
- 结构更加稳定
- 可实现一个上下料设备配多台激光切割机。
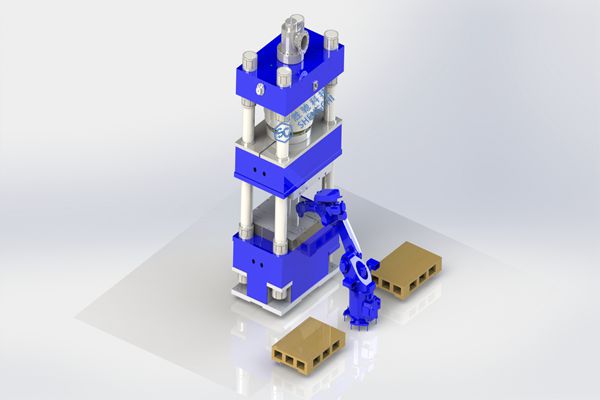
- 双梁桁架激光切割上下料
桁架式机械手的作用是辅助或者代替人工完成各种预期的作业,在业制造中减轻人类手工作业的负担,还可代替人类做危险性、复性工作。在机械设备等成型机的应用中,桁架式机械手在搬运物料、反复抓取、操作工具中尤为甚至能够数倍地提高生产效能,同时降低企业大支出中的人工成本。
激光切割由于受激光器功率和设备体积的限制,激光切割只能切割中、小厚度的板材和管材,而且随着工件厚度的增加,切割速度明显下降。